Как согнуть деревянную рейку в домашних условиях?
Как согнуть древесину
Как изогнуть древесину
Если вы решили отделать помещение деревом или заняться созданием красивой мебели в классическом стиле – то вам необходимо будет изготавливать криволинейные детали. К счастью, древесина является уникальной субстанцией, ведь она позволяет опытному мастеру немного поиграться с формой. Это не так сложно, как кажется, но и не так легко, как хотелось бы.
Ранее на сайте уже была публикация по изгибанию фанеры. В этой статье мы разберёмся в принципах гнутья массивной доски и бруса, узнаем, как это делают на производстве. А также приведём полезные советы от профессионалов, которые будут полезны домашнему умельцу.
Почему гнутьё лучше выпиливания
Криволинейную деревянную деталь можно получить двумя методами: изогнув ровную заготовку, либо вырезав необходимую пространственную форму. Так называемый способ «выпиливания» привлекает пользователей своей простотой. Для такого изготовления деталей и конструкций не нужно использовать сложные приспособления, не приходится тратить много времени и сил. Однако, чтобы выпилить криволинейное деревянное изделие, приходится применять заведомо слишком крупную заготовку, причём очень много ценного материала будет безвозвратно теряться в качестве отходов.
Но главной проблемой являются рабочие характеристики полученных деталей. При раскрое криволинейной детали из обычного обрезного пиломатериала, волокна древесины не меняют своего направления.
Как результат, в зону радиусов попадают поперечные срезы, которые не только ухудшают внешний вид, но и заметно усложняют последующую доводку изделия, например, его фрезерование или чистовое шлифование. Кроме того, на самых уязвимых для механического воздействия скруглённых участках волокна идут поперёк сечения, что делает деталь склонной к разлому в этом месте.
Тогда как при гнутье обычно наблюдается противоположная картина, когда древесина становится только прочнее. На кромки изогнутого бруса или доски не выходят «торцевые» срезы волокон, поэтому впоследствии можно без ограничений обрабатывать такие заготовки, с использованием всех стандартных операций.
Что происходит в древесине при изгибании
Технология гнутья основана на способности древесины, сохраняя целостность, в некоторых пределах менять свою форму по мере приложения силы, а затем сохранять её после снятия механического воздействия. Однако все мы знаем, что без подготовительных мероприятий пиломатериал является упругим – то есть он возвращается в исходное состояние. А если приложенные силы слишком велики, то брус или доска попросту ломается.
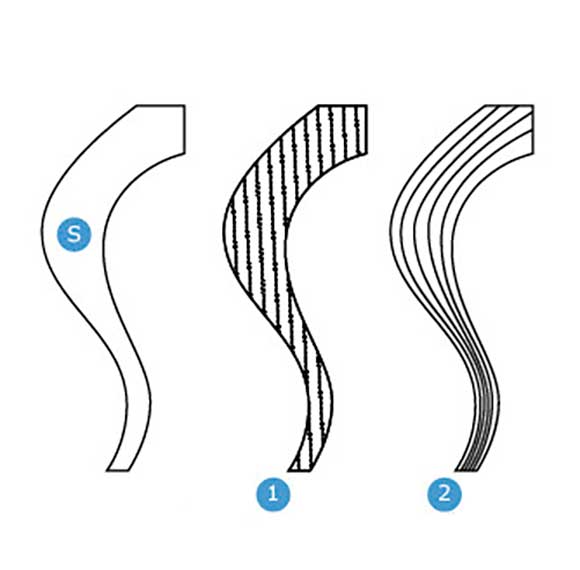
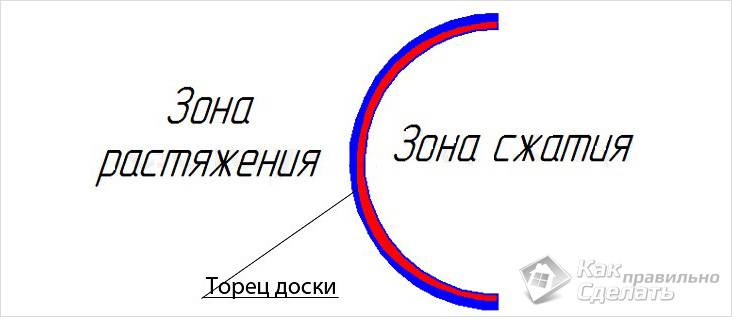
Слои деревянной заготовки при изгибании работают неодинаково. Снаружи радиуса материал растягивается, внутри – сжимается, а в середине массива волокна практически не испытывают существенных нагрузок и мало сопротивляются действующим на заготовку силам (этот внутренний слой называют «нейтральным»). При критичной деформации волокна на внешнем радиусе разрываются, а на внутреннем радиусе обычно образуются «складки», которые являются довольно распространённым дефектом при изгибании мягкой древесины. Сжиматься волокна пластичных лиственных или хвойных пород могут на 20 и более процентов, тогда как предел растягивания составляет около одного-полутора процентов.
То есть для определения возможности для изгибания (без разрушения) более важным показателем будет предел относительного удлинения растянутого слоя. Он напрямую зависит от толщины детали и определяет радиус, который нужно получить. Чем толще заготовка и чем меньше радиус – тем больше будет относительное удлинение вдоль волокон. Имея данные о физических свойствах популярных пород древесины, можно для каждой из них сформулировать максимально возможное соотношение толщины и радиуса деталей. В цифрах это будет выглядеть так:
| Порода | Возможный (внутренний) радиус изгиба по отношению к толщине детали после пропаривания и применения шины. |
|---|---|
| Сосна | 1:11 |
| Ель | 1:10 |
| Берёза | 1:5,7 |
| Дуб | 1:4 |
| Бук | 1:2,5 |
| Тип подготовки пиломатериала | Возможный (внутренний) радиус изгиба по отношению к толщине детали. |
|---|---|
| Только нагрев | 1:80 – 1:100 |
| Только увлажнение | 1:50 – 1:60 |
| Нагрев и увлажнение | 1:20 – 1:30 |
Эти данные говорят о том, что хвойный пиломатериал, по сравнению, с плотными лиственными породами, хуже приспособлен к свободному изгибанию. Для работы с пиломатериалами на агрессивных радиусах нужно обязательно использовать комбинированные методы предварительной подготовки деталей и механической защиты.
Шина как действенный способ избежать разрушения древесины при изгибании
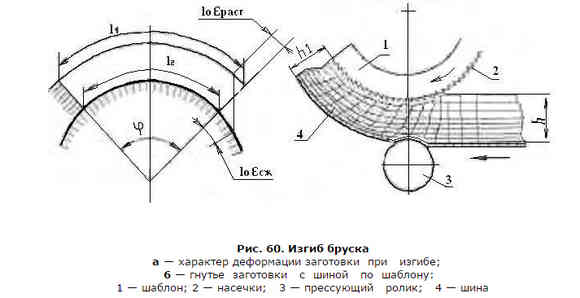
Так как основной проблемой является разрыв волокон со стороны наружного радиуса, именно эту поверхность заготовки нужно как-то стабилизировать. Одним из самых распространённых методов является использование накладной шины. Шина представляет собой стальную полосу толщиной от полмиллиметра до двух миллиметров, которая охватывает брус или доску по наружному радиусу и изгибается на шаблоне вместе с древесиной. Упругая полоса поглощает часть энергии при растягивании и одновременно с этим перераспределяет разрушающую нагрузку по длине заготовки. Благодаря такому подходу в купе с увлажнением и нагревом, допустимый радиус изгиба уменьшается в разы.
Параллельно с использованием стальной шины в гибочных приспособлениях и станках добиваются механического уплотнения древесины. Делается это при помощи прессующего ролика, который давит на заготовку по наружному радиусу изгиба. Кроме того, форма-шаблон в таком приспособлении часто наделена 3-миллиметровыми зубьями (с шагом около 0,5 см), ориентированными навстречу ходу заготовки.
Задача зубчатой поверхности шаблона — не дать заготовке проскользнуть, предотвратить взаимный сдвиг волокон в деревянном массиве, а также создать мелкую вдавленную гофру в вогнутом радиусе детали (волокна тут запрессовываются вовнутрь массива, следовательно, решаются проблемы со складками).
Прессование с шиной позволяет с минимальным процентом брака изгибать бруски и доски из хвойной и мягкой лиственной древесины. Обратите внимание, что детали из относительно твёрдых пород при гнутье с прессованием становятся примерно на десять-двенадцать процентов тоньше, а сосновые и еловые заготовки – на 20-30% тоньше. Но к положительным моментам этого метода нужно отнести значительное увеличение прочностных характеристик готового изделия, а также существенное снижение требований к наличию пороков и дефектов в заготовках из древесины.
Как улучшают пластичность древесины
В нормальном состоянии пиломатериалы обладают упругостью, существенной пространственной жёсткостью и стойкостью к сжатию. Эти ценные свойства древесина получает от лигнина – природного «сетчатого» полимера, который придаёт растениям стабильную форму и прочность. Располагается лигнин в межклеточном пространстве и в клеточных стенках, соединяя целлюлозные волокна. В древесине хвойных пород его содержится порядка 23-38 процентов, в лиственных породах – до 25 процентов.
По сути, лигнин является своего рода клеем. Мы можем его размягчить и превратить в «коллоидный раствор», если нагреть пиломатериал путём пропаривания, проваривания, обработки током высокой частоты (для мелких деталей применима также бытовая микроволновка). После расплавления лигнина заготовку изгибают и фиксируют – остывая, расплавленный лигнин отвердевает и не даёт древесине вернуться в исходную форму.
Практика показывает, что оптимальной температурой для гнутья цельной древесины (брусок, рейка, доска) будет 100 градусов Цельсия. Эту температуру нужно получить не на поверхности, а внутри заготовки. Поэтому во многом от того, насколько массивной является деталь, будет зависеть время температурного воздействия. Чем толще деталь – тем дольше её придётся нагревать. К примеру, если использовать пропаривание для подготовки к изгибанию рейки толщиной 25 мм (с влажностью около 28-32%), то в среднем на это уходит около 60 минут. Примечательно, что время выдержки под паром аналогичных по габаритам деталей для любых пород примерно одинаковое.
Кстати, считается, что перегревать деталь тоже нельзя, так как лигнин после отвердевания может потерять упругость и стать слишком хрупким.
Метод проваривания используется не часто, так как заготовка сильно и неравномерно увлажняется, а такие водонасыщенные волокна и клетки при гнутье могут рваться, как минимум, с образованием ворса. Детали после варки приходится потом слишком долго сушить. Но этот способ хорошо показывает себя, если нужно обработать для гнутья только часть заготовки.
Пропаривание позволяет прогревать заготовку равномерно, причём влажность её на выходе стремится приблизиться к оптимальной. Наиболее подходящая влажность для достижения максимальной пластичности пиломатериалов считается диапазон в 26-35 процентов (момент насыщения волокон древесины).
Чтобы пропарить древесину для гнутья в домашних условиях, используют самодельные цилиндрические камеры из металлических/полимерных труб или прямоугольные короба из дерева. В качестве источника пара выступают нагревающиеся баки, электрические чайники и прочие подобные приспособления, которые могут обеспечить температуру порядка 105 градусов и небольшое давление. Далее всегда следует этап просушивания детали (+ выдержки зафиксированной формы) примерно до пятнадцати процентов и её финишной обработки.
Технология изготовления изгиба древесины с пропариванием
Трудно изготавливать криволинейные мебельные конструкции рам, а изгибы большой крутизны, вырезанные из прямолинейных секций древесины, потребуют сложных технологических приемов, чтобы избежать слабости короткого волокна и больших, экономически невыгодных отходов. Однако с помощью приемов сухого или влажного сгибания можно вполне экономично получать сложные криволинейные формы, а поскольку при этом волокна будут идти вдоль изгиба, а не поперек него, законченное изделие будет более прочным. Сухое гнутье предусматривает предварительное разделение древесины на тонкие секции, но более толстые детали можно изгибать с помощью вымачивания или обработки паром.
Гнутые стулья для кафе и кресла-качалки Майкла Тонети классический пример гнутой мебели, изготовленной с помощью пропаривания, а в тридцатых годах XX века мебель из клееных слоистых материалов стала элементом высокой моды, после изобретения промышленных способов производства различных сортов фанеры. Как гнуть с помощью пара, так и использование послойного изгиба может быть осуществлено в домашней мастерской, и оба способа продолжают применяться в промышленности для производства мебели под старину, а также искусными мастерами-дизайнерами.
Пропаренная древесина может гнуться со сравнительно большой крутизной изгиба. Пар размягчает древесные волокна в достаточной мере для того, чтобы согнуть их и прижить к шаблону требуемой формы. Может потребоваться значительное усилие для сгибания, но это вполне достижимо и в домашней мастерской при использовании базового оборудования. Потребуется изготовить шаблон, прижимной хомут и паровую камеру. Сгибание древесины нельзя отнести к точным процедурам. Существует множество вариантов, и зачастую метод проб и ошибок является единственно возможным способам получения требуемого результата.
Изгибание древесины
Тонкие деревянные заготовки не требуют предварительной подготовки. Минимальный радиус, на который можно ее согнуть, будет зависеть от толщины и естественных свойств породы дерева. Тонкая древесина при отсутствии ограничителей деформации (и виде, например, шаблона) при свободном сгибании примет форму кольца, если свести вместе концы заготовки. Для получения большей крутизны изгиба древесину требуется пропарить и «выдержать» зафиксированной на шаблоне, чтобы она, приняв нужную форму, стабилизировалась в этом положении благодаря внутренней остаточной деформации. Когда сгибается толстая древесина, необходимо ограничить растяжение внешних слоев, чтобы предотвратить их отщепление или разрушение. Описанный здесь метод предназначен для гнутья сравнительно толстых деревянных заготовок.
Подготовка древесины
Для сгибания выбирайте прямослойную древесину без сучков и трещин. Любой дефект или недостаток потенциально является слабым местом, поэтому возможны определенные неудачи. Существуют десятки сортов древесины, которые успешно гнутся с помощью пара, и многие из них это твердые породы. В таблице ниже можно найти короткий перечень пригодных видов материала для гнутья. Можно гнуть и хорошо просушенную древесину, но свежесрезанная древесина поддается такой обработке легче. Древесина атмосферной выдержки гнется лучше, чем древесина камерной или печной сушки. Если древесина слишком сухая и плохо поддается обработке, можно вымочить ее в течение нескольких часов перед пропариванием.
В зависимости от вида заготовки можно заранее обрезать ее по размеру или сделать это пилой, стругом или скобелем после изгибания. Последний метод часто используется при производстве гнутой мебели тина виндзорских стульев и кресел. Древесина с ровной и гладкой отделкой поверхности менее подвержена расслаиванию и сделает окончательную отделку всего изделия легче. Сырая древесина дает усадку больше, чем выдержанная, а при обработке на токарном станке до изгиба имеет тенденцию принимать при высыхании овальную форму в сечении. Вне зависимости от формы и размеров делайте длину заготовки больше длины готового изделия приблизительно на 100 мм. Тогда в случае расслаивания или раскалывания концов после изгибания можно будет обрезать поврежденные участки.
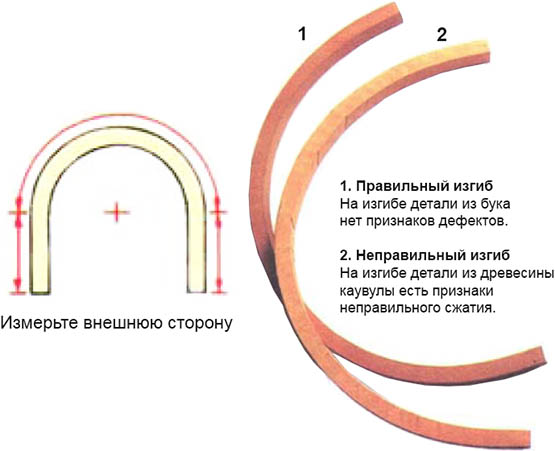
Для расчета длины сделайте чертеж формы изгиба в масштабе 1:1. Измерьте внешнюю сторону изогнутой детали, чтобы получить правильное значение ее длины. Эго позволит излишне не растягивать внешние волокна, что могло бы привести к растрескиванию под воздействием внутренних напряжений. Размягченные внутренние волокна смогут сжаться в достаточной степени, чтобы принять форму меньшего внутреннего изгиба.
Изготовление прижимного хомута
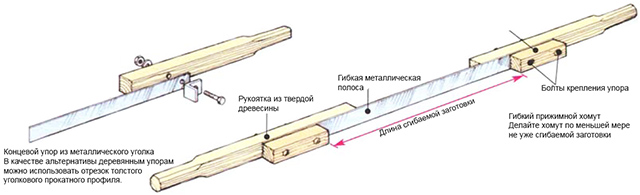
Ключевым моментом в изготовлении крутого изгиба является использование гибкого прижимного хомута. Сделайте хомут из мягкой стали толщиной 2 мм и шириной по меньшей мере не уже изгибаемой заготовки. Это подойдет практически для любых работ, которыми вам, возможно, придется заняться. Чтобы избежать возможного загрязнения поверхности детали в результате реакций взаимодействия химических элементов древесины, металла и окружающей среды, хомут сделайте из нержавеющей стали или стали с гальванопокрытием либо используйте полиэтиленовую прокладку.
Установите на хомуте концевые ограничители или упоры, чтобы фиксировать торцы заготовки, не давая тем самым растягиваться и расслаиваться волокнам на внешней стороне изогнутой детали. Эти ограничители должны быть достаточно прочными, чтобы выдерживать значительное давление на них, и иметь достаточные размеры, чтобы торец заготовки мог упираться в ограничитель всей своей поверхностью. Можно изготовить их из толстого металлического уголка или из твердой древесины, что обычно проще сделать.
Чтобы оснастить хомут надежными концевыми упорами, установите на концах металлической ленты деревянные бруски длиной примерно 225 мм. По осевым линиям каждого блока просверлите два отверстия диаметром 9 мм на расстоянии около 150 мм друг от друга. Разметьте и просверлите полосу хомута под болты крепежа концевых упоров. Расстояние между упорами должно быть равным длине заготовки, включая припуск. Чтобы хомут обладал удобным для работы действием рычага, прикрепите к концам полосы достаточно мощные деревянные бруски на тыльной ее стороне с помощью длинных болтов крепления упоров.
Изготовление шаблона
Пропаренная древесина гнется по шаблону, который определяет форму изгиба и дает опору для волокон внутренней части изогнутой заготовки. Шаблон должен обладать большой прочностью, и иметь ширину, равную по крайней мере ширине сгибаемой детали. Он должен обеспечивать определенные возможности фиксации на нем заготовки с помощью струбцин или других зажимов.
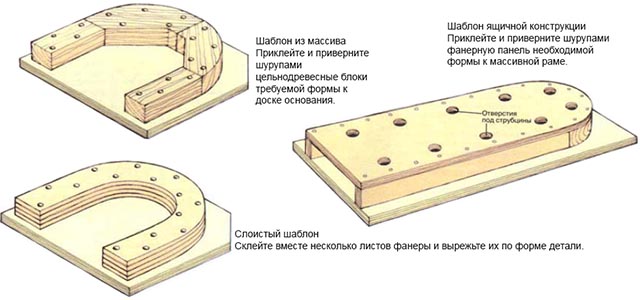
Можно изготовить шаблон из толстой древесины, установив форму из нее на основание из искусственных древесных материалов, или использовать склеенные между собой листы фанеры. Поскольку гнутая древесина стремится выпрямиться после освобождения зажима, необходимо скорректировать форму шаблона с учетом распрямления детали. Для этого придется воспользоваться самым надежным, хотя и не всегда приятным способом — методом проб и ошибок, чтобы определить параметры такой коррекции.
Виды древесины для сгибания с пропариванием
- Ясень
Fraxinus excelsior
Fraxinus amcricana - Бук
Fagus grandifolia
Fagus sylvatica - Береза
Betula pendula
Benda alleghaniensis - Вяз
Ulmus americana
Ulmus procera
Ulmus liollandica
Ulmus thomasii - Гикори Cartja spp.
- Дуб
Quercus rubra
Quercus petraea - Орех
Juglans nigra
Juglans regia - Тис
Taxus baccara
Изготовление паровой камеры
Паровую камеру делайте из фанеры для наружного применения либо используйте пластиковые или металлические трубы-короба. Фанера позволяет изготовить с помощью клея и шурупов простую конструкцию в точности в соответствии с вашими конкретными требованиями. Этот тип камеры идеален, если планируется пропарка целых партий древесины. Камера из пластиковой или металлической трубы ограничивает диапазон размеров, но вполне пригодна для небольших заготовок.
Отрежьте отрезок трубы необходимой длины в соответствии с размерами заготовки. Длина 1 м — удобный размер, который позволяет обрабатывать заготовки целиком или даже детали повышенной длины, если необходимо согнуть только ее концевую часть. Сделайте съемные вставные концевые заслонки из фанеры для наружного использования. Просверлите в одной из них отверстие под пароповодящую трубку и рубанком сострогайте нижнюю часть кромки другой заслонки, чтобы создать возможность вентиляции и дренажное отверстие. Изготовьте специальные «открытые» заслонки с отверстием для длинных заготовок. Установите внутри трупы деревянные опоры для того, чтобы заготовка не касалась дна камеры. Сделайте теплоизоляцию камеры с помощью пенопласта или деревянных брусков, закрепив их на камере проволокой. Установите камеру на подставках с небольшим наклоном, чтобы конденсат мог вытекать. Обеспечьте резервуар-приемник для вытекающей воды.
Пар можно получить с помощью небольшого электрического испарителя или парогенератора заводского изготовления или сделать собственный испаритель из металлического бака на 20-25 л со съемной крышкой или пробкой. Одни конец короткого резинового шланга подсоедините к патрубку или вентилю (клапану), впаянному в бак, а другой вставьте в отверстие в заслонке камеры. Для нагрева воды можно использовать какой-либо нагревательный прибор, например электрическую или газовую плитку. Заполните бак наполовину водой и нагрейте ее до 100 °С. чтобы обеспечить постоянный приток пара. Ориентировочно древесину следует пропаривать 1 час на каждые 25 мм толщины. Более длительное пропаривание не обязательно улучшит пластичность древесины, но может разрушить ее внутреннюю структуру.
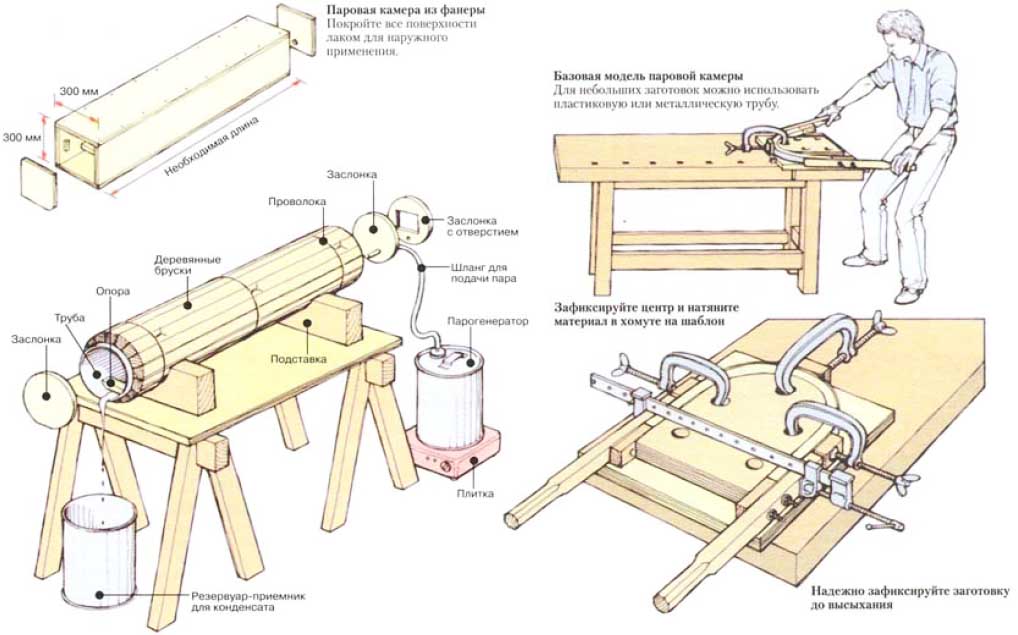
Сгибание древесины
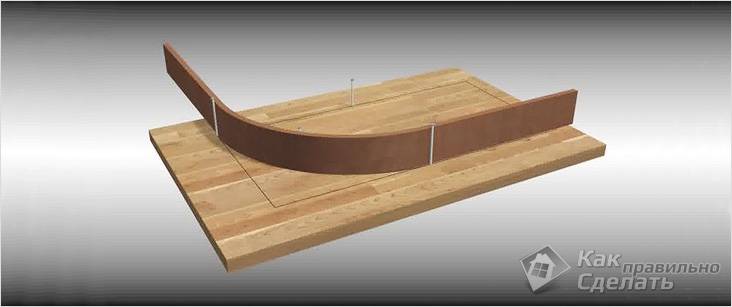
У вас будет только несколько минут для того, чтобы успеть зафиксировать заготовку в шаблоне перед тем, как она начнет остывать и стабилизироваться. Заранее подготовьте рабочее место. Имейте в наличии достаточное количество струбцин и в случае обработки очень толстой древесины договоритесь с товарищем о помощи.
Перекройте подачу пара и отключите парогенератор. Извлеките заготовку из камеры и поместите ее в заранее подогнанный по размеру и подогретый хомут. Установите все это вместе на шаблон. Зафиксируйте центр, поместив между струбциной и хомутом деревянный обрезок. С натягом «накрутите» заготовку на шаблон и надежно зажмите на месте несколькими струбцинами. Дайте детали стабилизироваться по крайней мере в течение 15 мин, перед тем как перенести ее на одинаковую по форме сушильную оправку или шаблон. Можно оставить заготовку и на первом шаблоне. В любом случае выдерживание материала должно занимать от 1 до 7 суток.
При сгибании с пропариванием соблюдайте следующие правила:
- Не затягивайте слишком сильно крышку или пробку парогенератора.
- Обеспечьте вентиляцию паровой камеры.
- Не допускайте работы парогенератора без воды.
- Не стойте и не наклоняйтесь над парогенератором и паровой камерой, когда открываете их.
- При обращении с нагретой заготовкой и оборудованием для пропаривания надевайте толстые перчатки или рукавицы.
- Источник пара должен быть удален на значительное расстояние от легковозгорающихся предметов к материалов.
Чтобы дерево стало как пластилин — гнутье древесины



Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака! Сегодня мы поговорим про гнутье древесины, которое можно сделать даже самому в домашних условиях.
Пропарка древесины является эффективным методом смягчения и пластификации древесины, именно после пропаривания она может подвергаться гнутью и использоваться мастерами для изготовления гнутых изделий.
При изготовлении гнутых изделий каждый специалист использует свои нюансы в технологии, в зависимости от вида текстуры древесины и количества материала.
Сегодня мы рассмотрим особенности гнутья в зависимости от породы и влажности древесины, но сначала узнаем где наиболее востребованы гнутые изделия.
Применение гнутых изделий из древесины:
- Жилищное строительство.
- Части стульев.
- Перила лестниц.
- Строительства судов и лодок, к примеру каноэ.
- Изготовление музыкальных инструментов, например виолончель.
Как лучше выбрать древесину для гнутья:
- Древесина должна быть влажной прежде чем начинать процесс пропаривания. Именно сырая древесина обладает повышенной теплопередачей. При этом некоторая древесина уже имеет высокое содержание влаги, в то время как другая древесина нуждается в предварительной пропитке.
- Лиственные породы отлично подходят для пропаривания и более гибки чем хвойные.
- Эксперты отмечают что древесина с свилеватостью более подвержена образованию трещин и разрушению от изгиба, чем заготовка из прямых волокон. Поэтому необходим тщательный отбор сырья для гнутья.
- Стандартно рекомендованной для гнутья является свеже заготовленная древесина, которая имеет высокую начальную влажность и более гибка.
При испытании по критерию прочности на изгиб, специалисты пришли к выводу что лучшим материалом для гнутья является белый дуб и красный дуб, в то время как мягкий клен, тополь оценивались как наименее подходящие материалы для гнутья.
Оборудование для пропаривания древесины:
- Паровая камера, где будет находиться заготовка.
- Теплогенератор или парогенератор.
- Термометр, он же градусник.
- Шланги или трубки, которые будут подключать генератор к паровой камере.
Процесс прапаривания и гнутья древесины
Профиль камеры часто выполнен из дерева или из ПВХ труб. Заготовка должна находиться полностью в камере, чтобы пар мог насыщать всю ее длину. Паровая камера должна быть достаточно герметичной и отверстие для выхода пара располагают таким образом чтобы влажный воздух омывал заготовку со всех сторон.
Размеры отверстия для выхода пара подбирают таким образом, чтобы насыщенный воздух выходил под давлением как на видео выше. Дело в том что при недостаточной концентрации пара заготовка не пропарится, при избыточном давлении возможен даже разрыв паровой камеры или срыв шлангов. Иногда для создания необходимого количества пара на выходное отверстие делают легкую крышечку, которая при повышении давления открывается, при низком давлении прикрывается.
В качестве парового котла в домашних условиях можно использовать обычный чайник или кастрюлю с водой на плите. Для более частого процесса гнутья можно купить специальный генератор.
Процесс гнутья древесины необходимо начинать только после достаточного наличия воды в генераторе, так как прерывания процесса насыщения негативно сказывается на качестве и времени всего технологического процесса гнутья древесины.
Специалисты рекомендуют температуру пропаривания держать выше 100 градусов Цельсия, как только вся заготовка прогреется выше 100 градусов, ее можно гнуть. Для измерения температуры насыщенного пара на выходе из камеры устанавливают градусник.
Видео пропаривания и гнутья
Вашему вниманию предоставляется видео о технологическом процессе гнутья древесины:
Удачи и успехов! До новых встреч, с вами был Андрей Ноак!
Как согнуть дерево

- 1 Некоторые особенности работы с деревом
- 2 Нагрев в паровой коробке
- 3 При помощи химической пропитки
- 4 Способ расслоения
- 5 Пропил, как метод
Если возникла необходимость в изготовлении изогнутого деревянного элемента, то на первый взгляд может показаться, что проще выпилить нужный элемент в изогнутом виде, но в таком случае волокна древесного материала будут перерезаны, ослабляя, таким образом, прочность детали, а как следствие, и всего изделия. Кроме того, при выпиливании получается большой перерасход материала, что нельзя сказать о способе, когда деревянную заготовку попросту изгибают.
Древесина — это волокна целлюлозы, связанные между собой химическим веществом, называемым лигнин. От расположения волокон зависит гибкость дерева.
Только хорошо просушенное дерево будет надежным и долговечным исходным материалом для производства различных изделий. Однако изменение формы сухой деревянной заготовки процесс сложный, ведь сухое дерево может сломаться, что очень нежелательно.
Изучив технологию, как согнуть дерево, а также основные физические свойства древесины, которые позволяют изменять ее форму и впоследствии ее сохранить, вполне реально заняться изгибанием древесины в домашних условиях.
Некоторые особенности работы с деревом
Гнутье древесины сопровождается ее деформацией, а также сжатием внутренних слоев и растяжением внешних. Бывает так, что силы растяжения приводят к разрыву внешних волокон. Предупредить это можно при проведении предварительной гидротермической обработки.
Итак, согнуть можно заготовки бруса, сделанного из массива и клееной древесины. Кроме того, для гнутья применяют строганный и лущеный шпон. Самыми пластичными являются лиственные породы. В их числе бук, ясень, береза, граб, клен, дуб, тополь, липа и ольха. Гнутые клееные заготовки лучше всего делать из шпона березы. Стоит отметить, что в общем объеме гнуто-клееных заготовок березовый шпон занимает примерно 60%.
 Изгиб
Изгиб
При пропаривании заготовки способность к сжатию значительно увеличивается, а именно на треть, в то время как способность к растяжению повышается всего на несколько процентов. А, значит, думать о том, можно ли гнуть дерево толще 2 см, не стоит априори.
Нагрев в паровой коробке
 Паровая коробка
Паровая коробка
Вначале следует подготовить паровую коробку. Она может быть собственноручно сделанной. Ее главная задача — держать дерево, которое необходимо согнуть. В ней должно быть отверстие, предназначенное для выхода давления пара. В противном случае она взорвется.
Отверстие для выхода пара должно располагаться в дне коробки. Кроме того, в коробке должна быть предусмотрена съемная крышка, через которую можно будет вытащить гнутое дерево, после того как оно приобретет нужную форму. Чтобы удержать деревянную гнутую деталь в нужной форме, следует использовать зажимы. Их можно сделать самостоятельно из дерева или купить в специализированном магазине.
Из дерева следует сделать круглые обрезки — несколько штук. В них просверливаются смещенные от центра отверстия. После этого необходимо просунуть болты через них, а затем просверлить еще одно отверстие через стороны, чтобы задвинуть их намертво. Такие нехитрые поделки могут стать отменными зажимами.
Теперь настало время пропарить дерево, для этого следует позаботиться об источнике тепла и закрыть заготовку из дерева в паровой коробке. На каждые 2,5 см толщины заготовки пропаривать изделие нужно около часа. По истечении времени, дерево нужно вынуть из коробки и придать ему необходимую форму. Процесс должен выполняться очень быстро. Сгибается заготовка аккуратно и мягко.
 Придаем форму
Придаем форму
Одни виды древесины гнутся легче других за счет разной эластичности. Разные способы требуют приложения силы разной величины.
Как только желаемый результат достигнут, гнутое дерево нужно зафиксировать в таком положении. Можно закреплять дерево при его формировании. Благодаря этому легче контролировать процесс.
При помощи химической пропитки
Чтобы разрушить связи лигнина между волокнами можно воздействовать на дерево химическими веществами, причем осуществить это вполне реально в домашних условиях. Идеально для этого подходит аммиак. Заготовка отмачивается в 25% водном растворе аммиака. После чего она становится весьма послушной и эластичной, что позволяет согнуть, скрутить ее и выдавить в ней под прессом рельефные формы.
Аммиак опасен! Поэтому при работе с ним следует соблюдать все правила техники безопасности. Вымачивание заготовки следует проводить в глухо закрывающейся емкости, находящейся в помещении, которое хорошо проветривается.
 Водный раствор аммиака
Водный раствор аммиака
Чем дольше древесина находится в аммиачном растворе, тем пластичнее она становится. После отмачивания заготовки и придания ей формы, нужно оставить ее в таком изогнутом виде. Это нужно для фиксации формы, ну и для того, чтобы аммиак испарился. Опять же оставлять гнутое дерево следует в проветриваемом помещении. Интересно, что после испарения аммиака, волокна древесины обретут былую прочность, а это позволит заготовке удерживать свою форму!
Способ расслоения
 Расслоение
Расслоение
Вначале нужно сделать заготовку дерева, которая будет подвергаться изгибу. Доски должны быть чуть длиннее, чем длина готовой детали. Это объясняется тем, что изгиб укоротит ламели. Прежде чем начать резку, следует нарисовать карандашом диагональную прямую. Сделать это нужно поперек нижней стороны доски. Это позволит сохранить последовательность ламелей после их перемещения.
Доски отрезаются прямослойным краем, ни в коем случае не лицевой стороной. Так, их можно будет сложить вместе с наименьшим изменением. В форму наносится пробковый слой. Это поможет избежать неровностей в форме пилы, что позволит сделать более четкий изгиб. Кроме того, пробка удержит расслоение в форме. Теперь наносится клей на верхнюю сторону одной из деревянных ламелей.
Клей наносится на ламели валиком. Лучше всего использовать карбамидоформальдегидный клей, состоящий из 2 частей. Он обладает высоким уровнем сцепления, но долго сохнет. Можно также использовать эпоксидную смолу, но такой состав стоит очень дорого, и позволить его себе может не каждый. Стандартный клей для дерева в этом случае нельзя применять. Он быстро сохнет, но является очень мягким, что в данной ситуации никак не приветствуется.
 Доски скрепляются после склеивания
Доски скрепляются после склеивания
Заготовку из гнутого дерева следует как можно быстрее поместить в форму. Так, на промазанную клеем ламель укладывается еще одна. Процесс повторяется, пока гнутая заготовка не приобретет нужную толщину. Доски скрепляются вместе. После того как клей полностью высохнет, следует укоротить ее до нужной длины.
Пропил, как метод
 Пропилы
Пропилы
Подготовленный деревянный отрезок нужно пропилить. Пропилы делаются на 2/3 от толщины заготовки. Они должны находиться с внутренней стороны изгиба. Следует быть предельно внимательным, ведь грубые пропилы могут сломать дерево.
Ключ к успеху при резке пропилов заключается в том, чтобы расстояние между надрезами было максимально ровным. В идеале 1,25 см.
 Дефекты можно скрыть шпоном
Дефекты можно скрыть шпоном
Надрезы делаются поперек узора дерева. Далее следует сжать края заготовки так, чтобы соединить получившиеся зазоры вместе. Такую форму и приобретет изгиб по окончании работы. Затем изгиб исправляют. Чаще всего внешнюю сторону обрабатывают шпоном, в некоторых случаях ламинатом. Это действие позволяет исправить изгиб и скрыть любые допущенные в процессе производства дефекты. Пробелы между согнутым деревом скрываются элементарно – для этого смешивается клей и опилки, а после этой смесью заполняются пробелы.
 Надрезы делаются поперек узора дерева
Надрезы делаются поперек узора дерева
В независимости от метода сгиба, после того как дерево будет вынуто из формы, изгиб слегка расслабится. Ввиду этого его нужно сделать чуть больше, чтобы впоследствии компенсировать этот эффект. Метод пропиливания можно применить при сгибе части коробки или металлического уголка.
Итак, применяя такие простые рекомендации можно без особенных трудозатрат своими руками согнуть дерево.
Гнутье древесины холодным способом
Гнутье — это один из методов изготовления красивых и прочных деталей из древесины, например, для мебели. Домашнему мастеру вполне под силу освоить такую технологию, Гнутая деталь значительно прочнее выпиленной, на ее изготовление расходуется меньше древесины, а на выпиленных поверхностях получаются полуторцевые и торцевые срезы, усложняющие дальнейшую обработку и отделку деталей.
Различают три способа гнутья древесины. Один из них — наиболее известный заключается в предварительной пропарке древесины с последующим приданием ей требуемой формы в мощных прессах. Этот горячий способ гнутья применяют в основном в серийном производстве, например, стульев.
 Наряду с ним, особенно в домашних условиях, практикуют два других способа гнутья древесины, но уже в холодном состоянии.
Наряду с ним, особенно в домашних условиях, практикуют два других способа гнутья древесины, но уже в холодном состоянии.
-
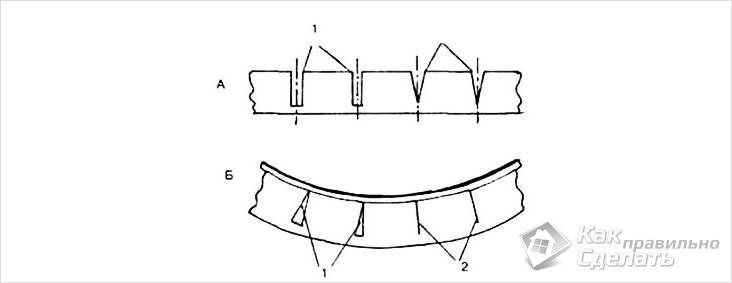
Первый — гнутье цельной древесины с предварительным выполнением надрезов по изгибу.
Второй — гнутоклеение, при котором гнутую деталь получают методом давления в пресс-формах из заготовки, представляющей собой пакет из нескольких слоев промазанных клеем тонких полос древесины.
Максимальный радиус изгиба зависит от глубины надрезов (и соответственно от толщины заготовок), расстояния между ними и от гибкости древесины. Надрезы производят как параллельно, так и перпендикулярно волокнам. Эту рабочую операцию выполняют с помощью торцовочной или ручной дисковой пилы с направляющим упором. Если нет специального инструмента, годится и обычная ножовка по дереву. Главное, чтобы глубина надрезов была одинаковой.
СКЛЕИВАНИЕ С ОДНОВРЕМЕННЫМ ГНУТЬЕМ
При гнутье древесины волокна на внутренней стороне сжимаются, а на внешней — растягиваются. Сжатие волокон древесина «переносит» сравнительно легко, особенно если ее предварительно пропарить. Растянуть же ее практически невозможно.
 Гибкость зависит также от породы дерева и толщины заготовок. Например, твердая древесина из умеренных климатических зон — бук, дуб, ясень, вяз — поддается гнутью легче, чем тропические древесные породы (махагони, тиковое дерево, сипо и пр.). Хвойные же для этого слишком жестки.
Гибкость зависит также от породы дерева и толщины заготовок. Например, твердая древесина из умеренных климатических зон — бук, дуб, ясень, вяз — поддается гнутью легче, чем тропические древесные породы (махагони, тиковое дерево, сипо и пр.). Хвойные же для этого слишком жестки.
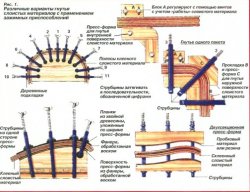
Величину сопротивления сгибаемой древесины до момента ее разрушения определяют соотношением 1:50, т.е. радиус изгиба должен не менее чем в 50 раз превышать толщину заготовки. Например, заготовка толщиной 25 мм требует радиуса не менее 1250 мм. Чем тоньше древесина, тем проще она гнется. Поэтому там, где это возможно, целесообразно делать деталь соответствующей формы путем гнутоклеения (рис. 1).
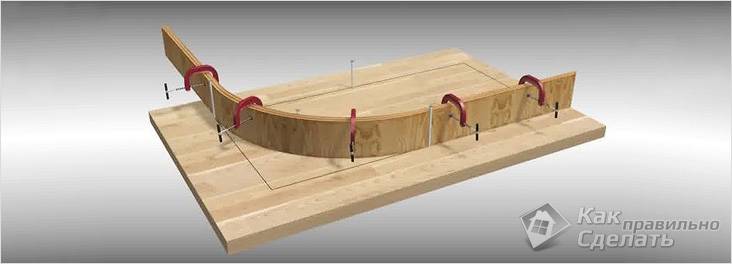
При этом способе отдельные полосы древесины одинаковой толщины и ширины проклеивают, укладывают в несколько слоев так, чтобы их волокна были расположены параллельно, и помещают в пресс-форму, изготовленную из твердой древесины. Матрицу и пуансон пресс-формы сжимают струбцинами и оставляют пакет в таком положении, пока не высохнет клей.
Толщина склеиваемых друг с другом полос может колебаться в пределах 1-6 мм опять же в зависимости от требуемого радиуса изгиба. Для проклеивания слоев подойдет клей холодного отвердения. Если гнутоклееные заготовки предназначены для использования в наружных конструкциях, лучше всего взять водостойкий клей.
ГНУТЬЕ С ПРИМЕНЕНИЕМ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ И ПРЕСС-ФОРМ
Чтобы определить допустимую толщину подлежащих гнутью полос шпона или планок (при большей толщине древесина может сломаться), необходимо знать наименьший радиус изгиба. Больше всего древесина деформируется на внутренней стороне места изгиба. Поэтому измерять всегда нужно именно здесь.
В качестве вспомогательного приспособления целесообразно пользоваться шаблоном, который можно изготовить самому. Для определения радиуса изгиба берем обычный школьный циркуль и чертим на кальке несколько окружностей (с небольшим возрастанием их радиуса), имеющих общий центр. В итоге получаем шаблон. Прикладываем его к поверхности изгиба, например, пресс-формы и смещаем, пока не найдем подходящую окружность наибольшего диаметра. Ее радиус измеряем на шаблоне. Полученное значение делим на 50. Частное от деления и будет максимально допустимой толщиной полосы планки или шпона.
При работе с пресс-формами изгиб на наружной стороне заготовки должен быть более плавным, чем на внутренней. В этом случае чертим из одного центра две окружности, радиусы которых разнятся на общую толщину материала полос.
Труднее всего обстоит дело, когда требуется согнуть деталь сложной конфигурации с разными радиусами изгиба. Здесь изгибы для внутренней или наружной стороны заготовки можно построить свободно, если ее форма не привязана к обводам какого-либо предмета мебели.
Линию для второго пропила (первый — в начале изгиба) можно в этом случае построить так. Отмерим циркулем общую толщину склеиваемых слоев, проведем им окружность на твердом картоне, вырежем круг и приложим его в нескольких местах к линии первого пропила. При этом прикладываем круг так, чтобы он соприкасался с первой линией, и чертим его контур соответственно на противоположной стороне. Вторая линия пропила будет сквозной связью между этими вспомогательными линиями.
ТЕХНОЛОГИЯ ГНУТЬЯ С ВЫПОЛНЕНИЕМ НАДРЕЗОВ НА ЗАГОТОВКАХ
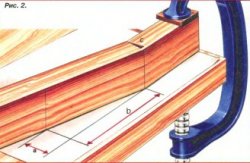 При определении числа запиливаемых на заготовке надрезов для гнутья по известному радиусу (оно зависит еще и от ширины паза и породы древесины) пользуемся вспомогательной конструкцией. Для этого берем брусок, аналогичный заготовке (рис. 2). Выпиливаем на нем один единственный надрез с глубиной в 2/3-3/4 толщины бруска. На листе бумаги проводим прямую и отмечаем на ней точку надреза.
При определении числа запиливаемых на заготовке надрезов для гнутья по известному радиусу (оно зависит еще и от ширины паза и породы древесины) пользуемся вспомогательной конструкцией. Для этого берем брусок, аналогичный заготовке (рис. 2). Выпиливаем на нем один единственный надрез с глубиной в 2/3-3/4 толщины бруска. На листе бумаги проводим прямую и отмечаем на ней точку надреза.
Кладем брусок на бумагу так, чтобы его нижняя кромка до надреза совпала с прочерченной линией и отмеченной точкой места надреза, и крепим брусок струбциной к рабочему столу. Откладываем на линии и бруске расстояние требуемого радиуса b и сгибаем брусок, пока верхние кромки надреза не сомкнутся. Расстояние а между концом линии и меткой на бруске будет расстоянием между отдельными надрезами, которые можно разметить на заготовке.
Если надрезы необходимо запилить на наружной стороне заготовки, расстояние между ними и соответственно их число определяем таким же способом. Заготовку сгибаем настолько, насколько это позволяет эластичность древесины. Если пробный кусок дерева сломается, то этого можно ожидать и от закрепленной в пресс-форме заготовки.
По материалам журнала «Делаем сами»