Как класть сварочный шов?
Как правильно класть крепкие, надежные и красивые сварочные швы

Сейчас чтобы соединить детали из различных материалов, например из металла, нужна сварка. Есть много разновидностей этого процесса ведь сварка используется для многих целей: от домашних нужд и до создания более сложных конструкций.
Сама по себе технология не очень сложная, если хорошо разобраться в теории (виды сварки, технологии, основные понятия), то остается только практиковаться в создании швов, чтобы они получались качественные, а значит не только красивые, а и прочные.
Так что этим может заниматься каждый, главное – уделять время для самообучения.
- Виды швов
- Технология выполнения шва
- Залог красивого шва
- Советы
Виды швов

Сначала разберём что же такое сварка. Это понятие обозначает процесс плавления материала деталей для прочного скрепления их между собой сварочным швом. Обычно для этого используется специальная аппаратура.
В свою очередь сварочный шов – это место соприкосновения деталей и скреплениях их за счёт плавки краёв и создания металла шва, то есть сплава из материала деталей.
Также есть понятие зона сплавления, что обозначает участок между сплавом шва и материалом детали. Сам процесс плавки происходит с помощью термовлияния и зона на, которую оно приходится это область, которая не плавится, но меняет свойства из-за изменений температуры.
Одна из самых главных запчастей прибора — электрод. Это металлический стержень, который содержит химические напыления и проводит ток.
А разряд, который обеспечивает процесс плавления, возникает между электродом и материалом детали, а называется электродугой. Для различных целей используются, соответственно, разные виды сварки.
Среди их отличий есть некоторые характеристики. При сварке могут использоваться различные материалы, техники формировки швов та и сами швы.
К примеру, есть такие виды как дуговая сварка и газовая. В первой основной плавящий элемент это электрод. Его задача это работа с дугой, то есть создавать её и удерживать на материале детали.
Во втором виде сварки источник тепла – это горелка. Она выпускает пламя, которе образовывается при горении смеси кислорода и ацетилена.
Суть в том, что в разных видах происходит различное воздействие на детали, которые сплавляются между собой. Но в это же время результат один и тот же – детали скрепляются между собой.
Это происходит следующим образом – сперва детали располагаются на близком расстоянии, будто они уже скреплены. Далее детали прогреваются инструментом и их края начинают плавиться – это образовывается сварочная ванна.

Иногда для упрочнения сварочного шва добавляют дополнительный метал, что увеличивает количество металла. Когда материал плавится, то получается линия, вдоль которой потом расплавленный участок кристаллизуется и становится швом.
Важно сначала научится пользоватся основной техникой прежде, чем приступать к экспериментам с видами. На сварочный аппарат должен быть настроен так, чтобы его настройки соответствовали характеристикам материала, который будет плавиться.
Если вы наловчились правильно сплавлять по базовым принципам, тогда можно переходить к тренировке с различными типами сварочных соединений.
У каждого типа есть своя методика выполнения. Рассмотрим самые распространённые из них. Внешне они бывают плоские, усиленные или ослабленные. Есть два вида сварочного швов за методом их выполнения – это односторонние и двухсторонние.
Двусторонние – это когда спаиваются детали с двух сторон, а односторонние — с одной. Соединения могут состоять из одного, двух или трёх слоёв. Также есть классификация по их длине – точечные, двусторонние шахматные, цепные, непрерывные.
Ещё у сварочных швов бывает разное направления приложения усилий, например поперечное, косое или продольное. Один из вариантов это комбинированное.
И последний критерий классификации – это размещение в пространстве относительно детали. Они бывают горизонтальные, вертикальные, потолочные, нижние.
Технология выполнения шва

Далее начнём разбор непосредственно принципа создания сварочного шва. Существует несколько этапов этого процесса:
- Подготовительный этап
Как это можно понять с названия, на этом этапе нужно выполнить некоторые подготовительные работы. Для начала, нужно учесть правила безопасности при подготовке места, где всё это будет происходить.
Далее нужно подобрать экипировку, которая защитит тело от возможных технических повреждений. Потом происходит подготовка именно деталей к дальнейшей работе.
Для этого они зачищаются от ненужных покрытий типа грязи, лака или пыли и обычно это осуществляется чем-то вроде металлической щетки. Затем выставляются нужные настройки на аппарате и начинается сам процесс.
- Создание дуги (поджог горелки)
Этот этап зависит от типа сварки и уже для каждого типа есть отдельные инструкции.
- Создание сварочных швов
Для каждого типа соединения существует свой порядок действий, которого нужно придерживатся.
- Завершающий этап
Если вы использовали дуговую сварку, то нужно почистить валик. При других видах сварки это не нужно потому, что соединения не шлакуются, соотвественно – никакого мусора.
Залог красивого шва
Чтобы в результате получить хороший, красивый сварочный шов нужно знать методики его создания, потому что недостаточно просто поставить детали близко друг к другу и провести ровно электрод.
У каждого из методов создания сварочных соединения есть общий принцип – это плавное введения электрода вдоль какой-то дорожки, чтобы получить ровный след. Чтобы этот след был красивым, орудие, которым мы работаем, нужно повернуть на 60 градусов к детали сплавки.
Проводить нужно плавно с одинаковой скоростью, иначе если задержаться на одном месте – можно пропалить материал. Самый простой и распространённый способ – это метод зигзага. Он используется для разных видов материалов.
Проводник нужно вести из правого угла в левую сторону как бы по диагонали, а потом в зеркальном отображении двигаться вправо. Создается впечатление, что на изделии рисуется зигзаг.
Для достаточно больших расстояний между деталями (более 5мм) используют метод елочка. Такой метод требует больше штрихов при сплавке что приводит до того, что образовывается больше наплавленного материала, который скрепляет детали.
Лучше всего начинать также с правого, а потом вести горизонтальную линию в левую сторону, затем диагональную, которая стремится вниз, к средине шва. Потом под таким же углом линию вверх до точки, которая находится выше, чем та с которой начали.
Так образуется немалое количество треугольничков, образующих елочку. Также красивое сварочное соединение получается исполненный методом петелька.
Его зачастую используют при работе с тонким металлом, когда работают такими инструментами как полуавтомат. Соединения накладываются движениями, которые напоминают непрерывное написание ряда петелек.
Советы
Есть несколько советов от опытных специалистов новичкам, у которых возникают сложности при создании сварочных соединений. Бывают случаи, когда вроде делаешь всё правильно, но всё же сделать работу хорошо не получается.
Для начала, чтобы сварочный шов был надёжный и прочный детали должны располагаться на стабильном расстоянии друг от друга по всему периметру шва.
Также и электрод должен находится на правильном расстоянии по отношению к детали, в другом случае теряется дуга и соединение деформируется.
Чтобы металл не растекался, когда работа происходит на поверхности, которая расположена вертикально советуют работать снизу вверх.
В завершение – чтобы металл кристаллизировался быстро и без потёков электрод нужно наклонить под углом к детали 60-75 градусов.
Как сделать красивый и правильный сварочный шов, если нет опыта- Совет
 Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Обучиться делать правильный сварочный шов несложно, главное, чтобы вы разобрались со всеми нюансами и можете смело переходить непосредственно к процессу.
Подготовительный этап
Перед тем, как начать проходить любое обучение и понять, как именно вы будете варить электрической сваркой, следует обязательно запастись некоторыми принадлежностями заранее, чтобы все было под рукой.
Для сварки вам потребуется:
- Сварочный аппарат – электрическая сварка.
- Набор электродов. Учтите, что у них бывают разные диаметры и их следует подбирать в зависимости от толщины и плотности металлического участка. Они нужны для того, чтобы подводить ток к сварочному шву. Начинающим мастерам настоятельно рекомендуем покупать стержни с нагревающимися и легко плавящимися составами.
 Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.- Маска, которая оснащена затемненным светофильтром.
- Плотная рабочая одежда.
- Молоток, который потребуется для сбивки шлака (речь идет о стекловидном материале).
- Щетка для очищения швов.
- Трансформатор – его применяют для преображения напряжения сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер и он нужен в том случае, когда хотите получить сварной шов высшего качества.
- Выпрямитель.
Вместо выпрямителя и трансформатора новички могут использовать другой, более простой механизм, который называется инвертором. Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
С ним в комплекте обычно идет пара проводов, на концах которых есть зажимы. На один конец следует вставить электрод, а на вторую прикрепить детали, которые нужны для сварки. Также никогда не забывайте о технике безопасности!
До того, как вы начнете сварочные работы, следует выполнить подготовку рабочей поверхности, и в этом случае нужно будет убирать с поверхности ржавчину (для этого обработайте ее шкуркой, наждачной бумагой или даже болгаркой). Если этого не сделать, то могут появиться проблемы при розжиге дуги.
Технология процесса сварки
Сварка представляет собой процесс, который возделывается под действием высокой температуры. Именно под ее воздействием обрабатываемая поверхность начинает расплавляться, и образуется ванна, в которой смешивается главный металл с сердцевиной из металла электрода. Размер полученной ванны может быть разным, и многое зависит от изначального типа сварки, расположения к поверхности, скорости перемещения дуги и прочего. По усредненным данным, ширина сварки бывает от 0.8 до 1.5 см, а высота от 1 до 3 см, глубина составляет 0.5 см.
 Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Тренировочное упражнение с зажиганием дуги
Как сделать сварочный шов идеальным? Перед любым видом деятельности следует для начала поднабраться опыта. То же самое касается сварочного процесса, поэтому перед тем, как начать сплавлять несколько металлов, следует потренироваться, и сделать на лишнем или старом листе металла валики. Тут потребуется очистить поверхность от ржавчины и грязи.
Далее нужно зажать электрод в держателе сварочного аппарата (инверторе). После этого для того, чтобы переместить ток в зону для плавления, следует просто почиркать, или же вы можете сделать это движение постукиванием. Далее, когда будет создана электрическая дуга, электрод нужно направить на заготовку, и отметим сразу тот факт, что зазор между металлической поверхность и электрической дугой должен быть одинаковым на всем промежутке, но не менее, чем 0.3 см, и не более, чем 0.5 см.
Обратите внимание, что если зазор между металлом и дугой постоянно менять, то дуга из электричества разорвется, а сварной шов получится некрасивым, с недостатками.
Обычно электрический стержень держат под углом наклона в 71 градус. Вы можете его отклонять вперед/назад таким образом, как будет удобнее. В дальнейшем наклон можно поменять в зависимости от специфики сварки и удобства мастера. Кроме того, на этапе тренировки следует прочувствовать силу тока электрической сварки, чтобы подача была стабильной. Если сила тока будет небольшой, то дуга из электричества будет гаснуть, а если большой, то металл начнет расплавляться. Опыт в работе со сваркой приобретается путем метода проб и ошибок.
Правильные движения при помощи электрода
После того, как вы потренируетесь валиками, начнут получаться красивые и ровные углубления, можно начать приступать к тренировке сварочного шва. Именно тут вы сможете понять, как правильно класть идеальный шов электрической сваркой. Этот этап будет посильным для начинающих, которые успели набить руку на валиках, прочувствовать нужную силу тока, и расстояние между зазорами.
Для сварного шва следует для начала подготовить все нужное оборудование, как это было описано выше (зажгите электрическую дугу). Отличительной чертой будет то, что рука мастера в этот раз будет двигаться не по прямой, а по косой траектории, и делать легкие колебательные движения с малой амплитудой. Выглядит все так, как будто мастер старается переместить плавящийся, раскаленный металл от одного края элемента сварки к другому. Движения могут отличаться, и быть похожими на зигзаг, петли, или даже напоминать повторяющиеся изгибы, к примеру, как серпы или елки.
Траекторию можно различать по направлениям:
- Поступательное. Перемещение электрода получается вдоль его оси, и для этого будет достаточно поддерживать стабильную длину электрической дуги.
- Продольное. Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.
- Колебательное. Такая траектория дает возможность получать необходимую ширину шва, и сделать можно будет, совершая колебательные движения рукой. Высота волны колебания подтирается исходя из того, какого размера должен быть желаемый стык.
Тренировку можно проделать на ненужном листе металла. Для начала стоит начертить мелом линию таким образом, чтобы ее было видно сквозь затемненное стекло в маске для сварки. Далее, вдоль линии следует прочертить электродом шов по любой траектории, перечисленной выше. После того, как остынет стык, от него молотком нужно отбить шлак, и тогда будет красивый шов.
Для получения таких первоначальных навыков можно смело начинать со сварки соединительных швов. Они могут быть разной формы – вертикальные, и горизонтальные, стыковые, углообразные, внахлест и прочие. После того, как вы почувствуете, что рука стала двигаться увереннее, можно начать попробовать варить ажурные и красивые швы.
Лучше всего информация усваивается с визуальным восприятием, поэтому рекомендует посмотреть видео в конце статьи. Так вы сможете самостоятельно научиться навыку работы с электрической сваркой. Не забывайте о покупке необходимых принадлежностей и инструментов, а еще не забывайте о том, что такое занятие опасное, и поэтому для проведения работ обязательно нужна будет специальная оснастка, а также защитные меры. Чтобы освоить такой тип работ, следует заранее потренироваться на листе металла, который вам не нужен.
Как правильно класть сварочный шов?
Автор: Игорь
Дата: 21.01.2018
- Статья
- Фото
- Видео
На сегодняшний день, в век инновационных технологий, красивый сварочный шов электродом остаётся популярным метолом соединения металлических конструкций различных деталей. Но чтобы знать и уметь порядок выполнения качественной сварки, потребуется изучить вопрос, как сделать красивый сварочный шов электросваркой. В интернете, как и в научной, технической литературе, имеется достаточное количество информации, которые помогать создать красивый и прочный шов для любой поверхности изделия.

Красивый сварочный шов
Особенности технологии сварки 
Согласно общепринятой классификации, имеется два варианта идеального сварочного шва, в частности:
- Разъёмный вид.
- Неразъёмный вид.
К разъёмной технологии относятся швы и соединения, которые можно без ущерба разъединять, не нарушая соединительных элементов. В качестве простейших элементов выступают болт и гайка. Неразъёмное соединение относится к высокопрочным конструкционным решениям, детали ни в коем случае не разъединяются, не нарушается единственность и целостность конструкции. К такому варианту относятся заклёпочные и сварочные технологии. Как показывает опыт, чтобы добиться идеального качества отличным вариантом станет зона термического влияния сварного шва, которая обеспечивает высокий результат соединения.
Принципиальные характеристики рабочего процесса
Теперь необходимо выяснить, как правильно работать сваркой правильный шов, которой обеспечивает идеальную плоскость соединяемых деталей. Как известно, сама сварка является уникальной технологией, соединяемые детали под воздействием плавления стыкуются друг с другом, обеспечивая при этом надёжное соединение. Чтобы понять, как правильно делать сварочный шов, необходимо изучить различные факторы сварочного процесса, среди которых выделяются:
- Принцип устройства и работы технологического оборудования.
- Общая степень регулировки рабочего прибора.
- Размерный ряд диаметра электродов.
- Классификация, опыт и мастерство мастера технологических приборов и оборудования.
Последний фактор является весомым, и позволяет решить сложную задачу, стоящую перед специалистом – как правильно класть сварочный шов электросваркой.

Сварка идеального сварного шва
Варианты оборудования для рабочей технологии
Инновационные разработки не стоят на месте, как и традиционные способы идеальный сварочный шов без зачистки предусматривает применение того или иного варианта приборов, где в качестве приоритетных являются:
- Контактная технология.
- Газопрессования.
- Роликовая группа.
- Электрошлаковая.
- Термитный способ.
- Трение.
Актуализация задачи как правильно класть сварочный шов, типична как для бытовых условий, так и для промышленного производства.
Технология газопрессования, предусматривает использование среды защитных газов на основе ацетил кислорода. Весомым плюсом этого способа является ее высокая производительность. Недаром ее применяют как в нефтяной, так и в газовой промышленности. Отличным подспорьем технологии газопрессования является прокладка трубопроводов, соединение частей металла в машиностроении.
Чтобы понять, как правильно варить сварочные швы, можно воспользоваться контактной технологией, которая рассчитана для работы в сети с небольшим напряжением. Этот вариант предназначен для сварки точечным или стыковым методом. В итоге образуется идеальный и качественный сварной шов общего вида.
Принципы проведения сварочных работ
Теперь разберёмся, как правильно варить сварочный шов. Для этих целей необходимо знать параметры толщины металла свариваемых изделий диаметр электродов, а также номинальный рабочий ток нашей электрической сети. Метод расчёта для идеального сварочного шва хитрым способом выглядит так:
- Если используем сварочный трансформатор для электрода с диаметром в 1 мм, отличным вариантом предельный номинальный ток в 30-40 А.
- Для электрода с диаметром в 3 мм, используем расчётную мощность силы тока 80А (это только при соединении); для резки металла, используем данные сварочного тока в 100 А.
Помещение, где мы должны проводить красивые сварочные швы должно быть вентилируемым, наличие предметом пожарной безопасности обязательное. Рабочее место должно быть оборудовано по всем параметрам безопасной работы, не забываем разместить инструменты в шаговой доступности. Зачистка поверхности и поверхности обрабатываемых изделий должно соответствовать общим принципам проведения работы. Проводим зачистку при помощи металлической щётки. Если хотим добиться отличного решения вопроса как сделать ровный сварочный шов, используем тиски, а также струбцины.
Для того чтобы получить первый практический опыт условия, как правильно делать сварной шов инвертором, предварительно практикуемся на сварке валиков плоскости.
В качестве оптимального варианта, используем рабочие электроды с диаметром сечения 3 мм.»
Этого параметра достаточно для того, чтобы можно было получить первые опытные результаты наших действий по соединению или резке металлических поверхностей.
Далее, необходимо знать природу электродов, условия их хранения, так как правила хранения во влажном помещении снижают технические характеристики электродов. Теперь определимся, как правильно класть сварочный шов сила тока при диаметре электрода 3 мм. Выполняем следующие действия:
- При помощи зажима, массу прикрепляем к рабочему элементу.
- В держаки вставляем электроды.
- Производим поджиг электрода. Здесь варианты разные – поджигание спичками или постукиванием электрода по рабочей поверхности (предлагаем посмотреть видео как правильно варить сварочные швы).
- Электродом проводим по обрабатываемой поверхности, добиваемся нужного результата работы. Угол наклона должен составлять примерно 80-90 градусов. В процессе работы выполняются колебательные движения, которые позволяют выполнить процесс сварки в соответствии с общими требованиями технологии. Принцип работы напоминает подгребание под рабочий видимый кратер дуги расплавленные куски металла.
- По окончании работы добиваемся качественных показателей поверхности.
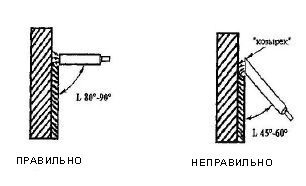
Правильный и неправильный угол сварки
Эти требования являются минимальными и, изучая дополнительные технологии и способы, вы можете узнать, как правильно делать сварной шов электродами.
Общие рекомендации
Главная рекомендация заключается в том, чтобы вы правильно выбрали угол наклона дуги. При работе лучшим вариантом станет использование угла 75 градусов, но в ряде случаев, если соединение имеет сложную структуру, допускается отклонение угла сварки. Траектория движения держака с электродом может быть любой. Поступательное, продольное или поперечное движение – все эти методы возможны для создания красивого шва сварки.
Некоторые технологии допускают комбинировать варианты сварочных технологий, для усиления качества получаемого изделия. Для круглых поверхностей, например для трубопроводов, угол наклона меняется, и в данном случае он составляет 45 градусов, а методы можно использовать разнообразные, для того, чтобы добиться высокого качества шва и плотности соединения. Для проведения сварки сложных конструкций, к работе допускается сварщик, имеющий соответствующую квалификацию и уровень, позволяющие выполнять сложные технические работы по соединению или резке металлических поверхностей.
Как правильно сделать сварочный шов?
Накладывать правильный и качественный сварочный шов можно с легкостью научиться самостоятельно. Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Подготовка к сварным работам
Для выполнения сварных соединений обязательно осуществляется подготовка соответствующего оборудования. Чтобы работать электрической дуговой сваркой, необходимо взять следующие инструменты и материалы.
- Непосредственно само сварное оборудование, которое бывает разного типа.
- Электроды необходимого диаметра — он обычно зависит от того, какая толщина соединяемых элементов.
- Специальный заостренный молоток, которым будут сбивать шлак.
- Металлическая щетка для зачистки участка металла, где формируется сварной шов.
При формировании стыка следует помнить о соответствующих мерах безопасности. Выполнять работы без соответствующей маски, оснащенной специальными световыми фильтрами, не представляется возможным.
Желательно надевать довольно плотную одежду с длинными рукавами, перчатки, сделанные из замшевых материалов. Кроме того, следует взять выпрямитель, или трансформатор, если оборудование довольно старое. Однако в последнее время все чаще накладывают сварные швы при помощи инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами. Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология подразумевает использование электродов с так называемой обмазкой. При подаче напряжения на электрод и сварные элементы с ее помощью образуется специальная газовая зона над ванной. За счет нее происходит абсолютное вытеснение воздуха, что не допускает непосредственного контакта кислорода и свариваемых металлов. Когда сваривают элементы, на поверхности соединения формируется шлак, который также не дает расплавленному железу контактировать с воздухом.
Формирование правильного сварочного шва осуществляется при удалении электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака после того, как металл затвердеет, следует убрать.
Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости.
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.
Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании. 
Сварочный шов: как перемещать электрод?
Перемещать электрод при производстве сварных работ следует по одной из трех траекторий.
- Поступательное — электрическая дуга направляется вдоль оси соединяемых элементов. Это позволяет не только поддерживать ее постоянное горение, но и формировать довольно тонкий и прочный сварной шов.
- Продольное — позволяет обеспечить получение ниточного шва различной высоты, которая будет напрямую зависеть от того, с какой скоростью происходит перемещение электрода. По сути, соединение получается весьма прочным, но для его усиления придется совершать некоторые поперечные движения.
- Поперечное — обеспечивает формирование требуемой ширины сварного соединения. Оно подразумевает выполнение колебательных движений. Ширина шва выбирается на основе толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ применяют все эти движения, которые при сочетании друг с другом образуют конкретную траекторию. Она обычно своя у каждого сварщика. В принципе сама по себе траектория не слишком важна, главное, чтобы кромки заготовок были как можно лучше проплавлены и, соответственно, получился шов с заранее заданными параметрами.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
В отличие от плоских деталей, при сваривании труб электрод держат под углом 45 градусов. Максимальная высота данного соединения должна составлять не более 4 м. В зависимости от толщины труб ширина шва может быть достаточно большой — в некоторых случаях до 4 см. При проведении промышленных работ для получения полноценного и долговечного соединения участки, где будет формироваться шов, очищают от жиров, ржавчины и прочих загрязнений, которые могут снизить прочность шва.
Сварка подразумевает постоянное совершенствование навыков, только в этом случае удастся получить наиболее качественное соединение, которое будет служить в течение долгого времени.
Как легко и правильно сваривать металл электродами начинающим
На сегодня без сварки трудно себе представить современную жизнь, а поэтому, число людей соприкасающихся с ней в работе или быту, постоянно растет. Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. И даже если у вас уже есть другая профессия, умение самостоятельно сварить какую-либо металлоконструкцию будь то забор, гараж, теплица или что-либо иное, не останется невостребованным. Как правильно варить дуговой сваркой электродами, для начинающих это серьезный вопрос. Разберемся с ним в данной статье.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом?
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Какие же электроды применяют?
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Многие сталкиваются с вопросом как же выбрать необходимый электрод? Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки. Подробнее читайте в нашей статье.
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл?

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке.
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке.
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки

Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.